服务热线:
176-6161-6196
联系人:滕经理
电话:176-6161-6196
微信号:t17661616196
地址:临沂市兰山区工业园珠峰路与圣亚路交汇东南
详细介绍
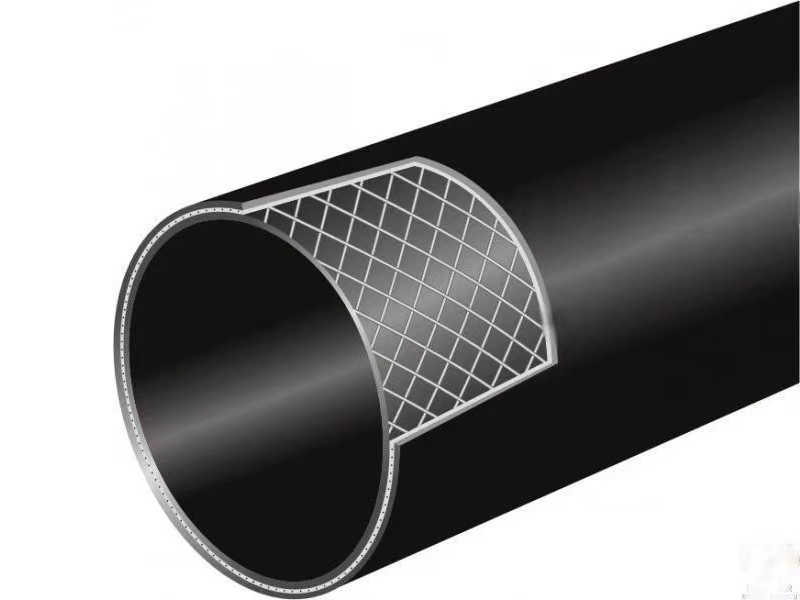
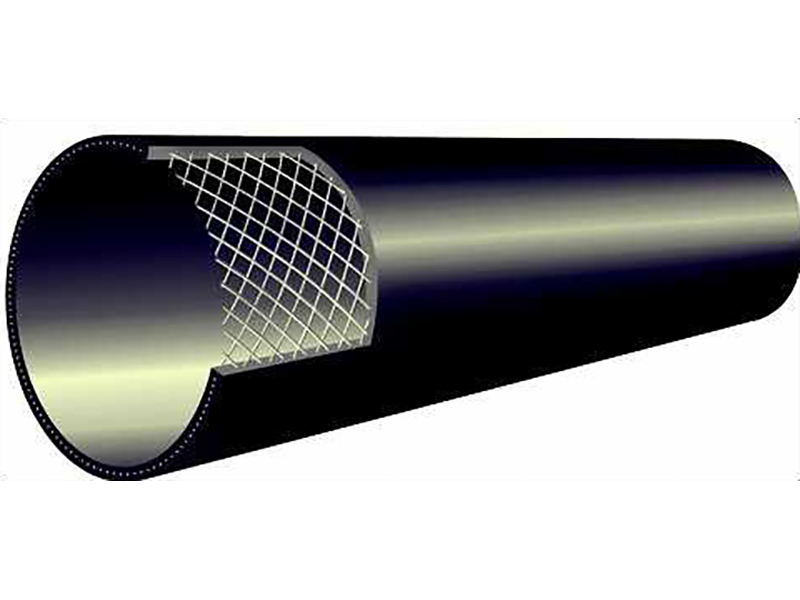
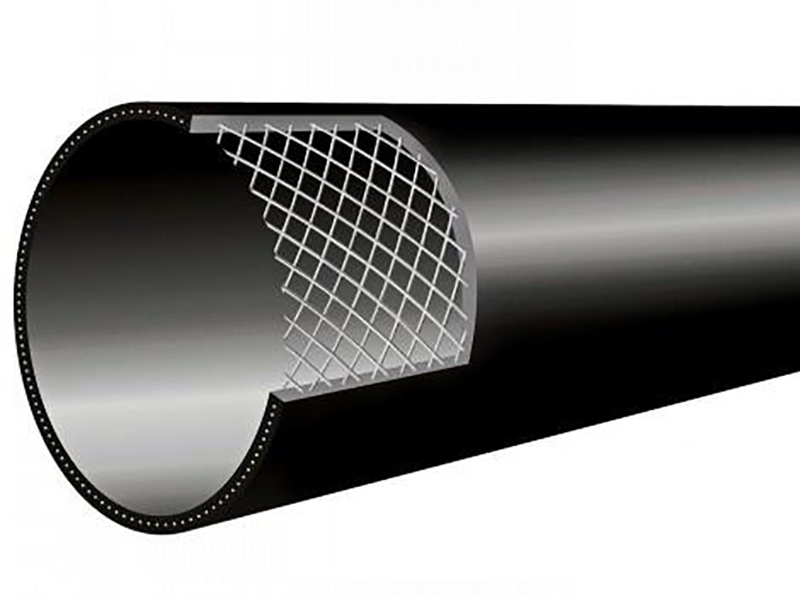
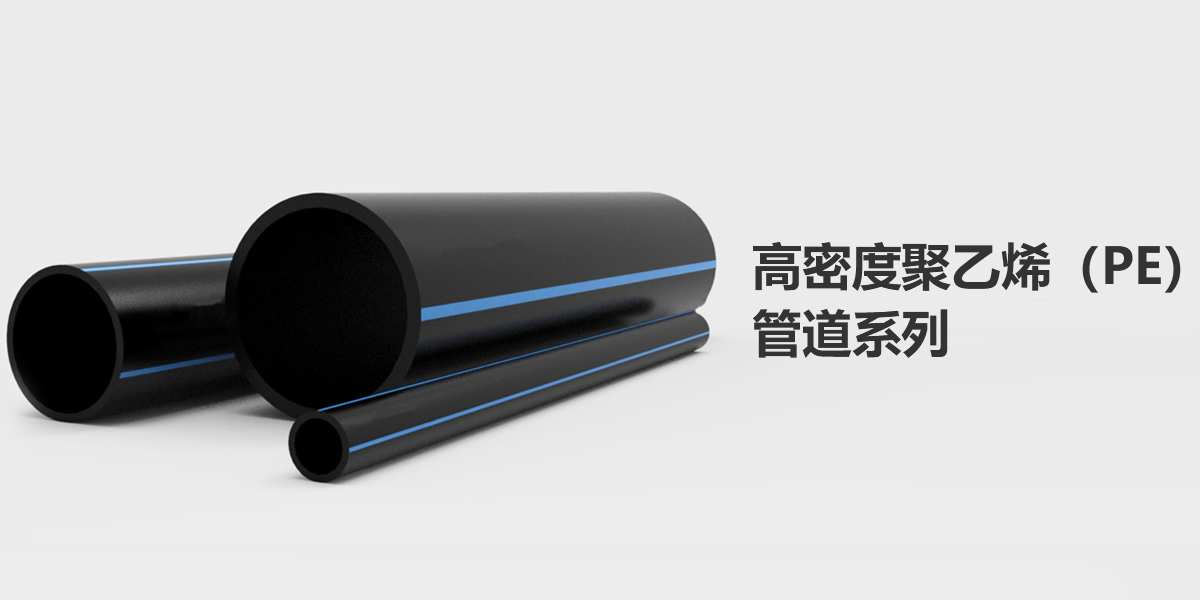
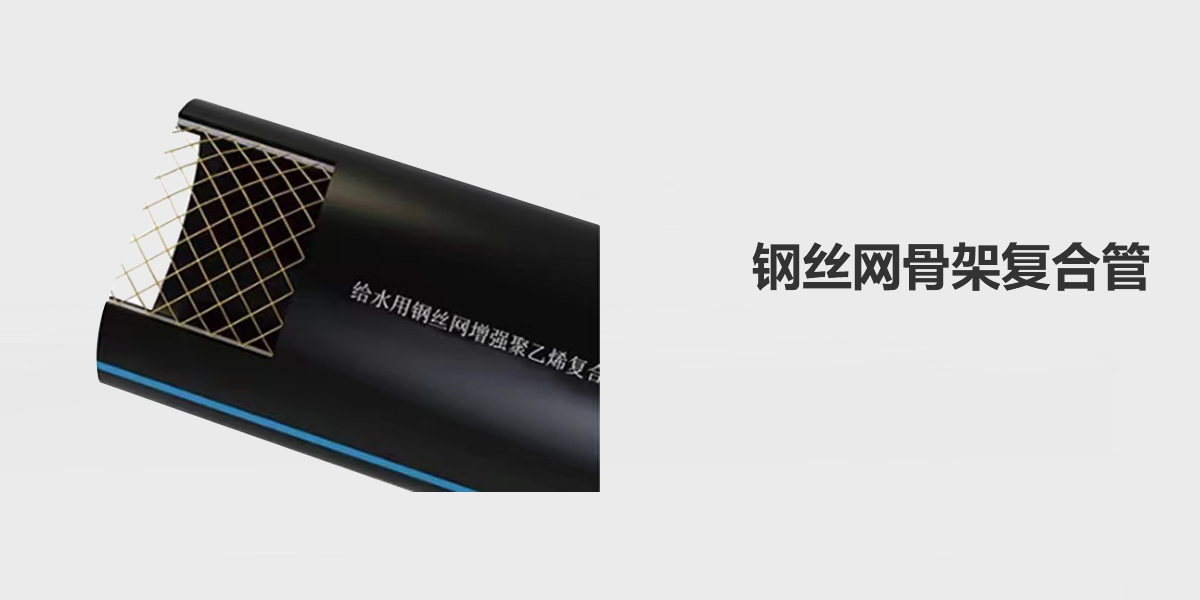
PE钢丝骨架管又称SRTP管。
⚫钢丝网骨架管是钢丝网骨架塑料复合管的一个行业叫法简称,是一款改良过的新型的钢骨架塑料复合管。
⚫这种管材是用过塑后的高强度钢丝交叉纺织成网做骨架和热塑性塑料聚乙烯融合而成,钢丝缠绕网作为聚乙烯塑料管的骨架增强体,以高密度聚乙烯(HDPE)为芯管基体,采用高性能的HDPE改性粘结树脂将钢丝骨架与内外层高密度聚乙烯紧密连接在一起,使之具有优良的复合效果。因为有了高强度钢丝增强体被包覆在连续热塑性塑料之中,因此这种复合管克服了钢管和塑料管各自的缺点而有保持了钢管和塑料管各自的优点。
一、施工准备
材料准备:管件、管材、卷尺铁锤手板葫芦,10千瓦发电机。
机具准备:角磨机,百叶打磨片,直磨机带柄百叶磨头。
技术准备: 对技术人员进行交底,在保证安 全的前提下进行施工。
人员准备:用卷尺测量并记录管件承插深度,在管材上标记出需要插入管件的深度,即为需要打磨的区域,将百叶打磨片装配到角磨机上,用角磨机打磨管材标记区域,打磨深度以0.1-0.3毫米为宜,打磨完成后再次划出承插深度线并用干净塑料袋包裹备用,以保持打磨区域干净,干燥。用直磨机打磨管件加热丝区域,打磨深度以0.1-0.3毫米为宜,完成后同样用干净塑料袋包裹备用。
注意:打磨好的管材,管件,需要在4小时内装配,并于当天焊接完成,装配好但未焊接的管件,经水或其他污物浸泡后,需要重新打磨装配才能焊接,否则将导致焊接不良而出现渗漏。


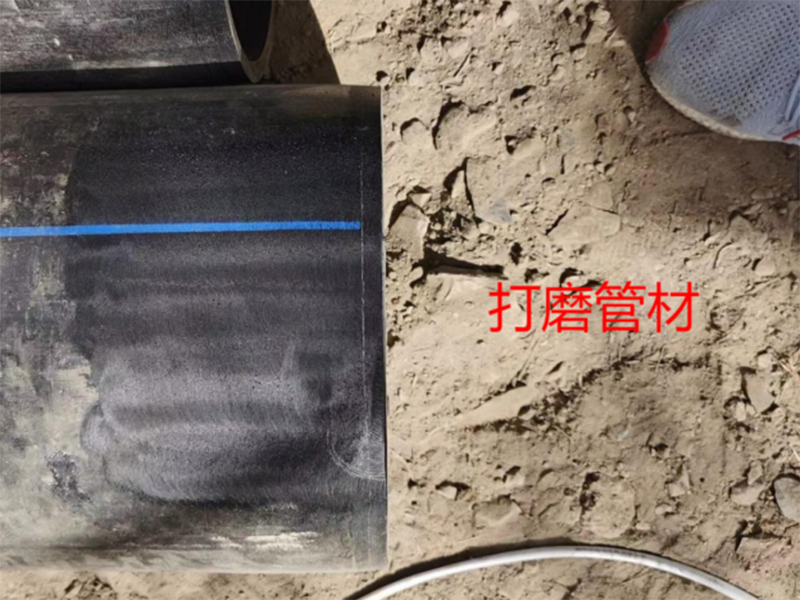

工人首先使用角磨机对管件内壁加热区域和管材的承插处进行打磨,打磨深度以0.1-0.3毫米为宜,然后使用酒精擦拭,提高管件与管材在密闭性。
二、管件与管材连接
使用铁锤垫上厚木板将管件敲进去,直至管材端面到承插深度标记位置为止。

三、管材连接
用卷尺和记号笔标记需要插入管件深度,使用两台手板葫芦在180°方向对称用力,缓慢、平稳的拉入管件内,在另外一端垫上木板,使用锤子将其敲入标记位置。



四、管道电熔
在将管材与管件对接完成后,使用电熔机将管材与管件焊接完成,时间一般控制在15分钟。注意:装配过程及焊接之前,承插区域要保持清洁。

五、沟槽开挖
使用机械开挖时,应保留0.2m应用人工清槽。有地下水时,应进行施工降水以保证干槽施工,降水深度在基坑(槽)范围内不小于基坑(槽)底面以下0.5m,当降水不利地基被扰动应进行地基处理。

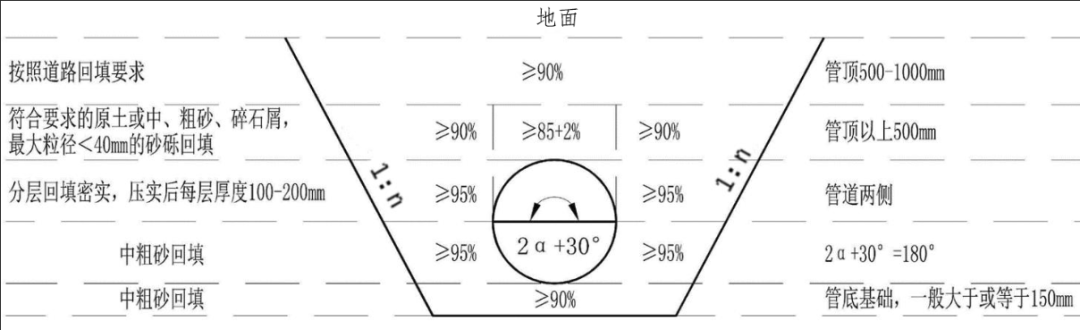
六、管沟回填
⚫从管底基础顶至管顶以上0.5m范围内的沟槽回填材料,用粒径小于40mm的砂砾、中砂、粗砂。
⚫管道敷设基础中心角2a范围内必须用中砂或粗砂填充密实,与管壁紧密接触处,不得用土或其他材料填充。

七、管道标记
⚫管道全线在管道上方300mm处设置400mm宽的塑料标识带,回填时一并埋设。
⚫埋地管道每隔100m设置L×B×H=150mm×150mm×1000mm管道标识桩,标明下有输水管道。


了解更多详情请关注微信号